proceso de fabricación I
PROCESO DE FABRICACIÓN POR DEFORMACIÓN PLÁSTICA
Curvas de esfuerzo vs Deformación.
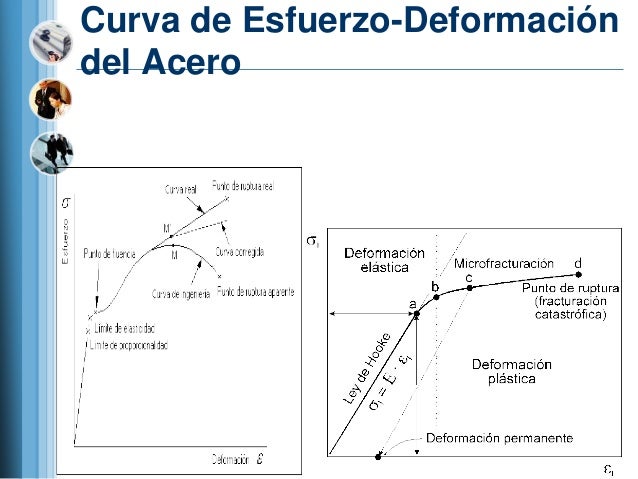 La relación entre el estado de esfuerzos es, inducido en un material por la aplicación de una fuerza, y la deformación e que produce se puede representar gráficamente.
La relación entre el estado de esfuerzos es, inducido en un material por la aplicación de una fuerza, y la deformación e que produce se puede representar gráficamente.
Entre el origen de coordenadas O y el punto P el material es elástico, y la relación entre el esfuerzo y la deformación es lineal.

Esta zona lineal se denomina “rango elástico”. La ordenada sL del punto P se denomina “límite elástico” y corresponde al esfuerzo más alto que se puede aplicar sobre el material sin que éste deje de ser elástico, esto es, sin que la deformación sea permanente o residual cuando el esfuerzo deje de actuar.
CONFORMABILIDA
Propiedad del material que determina su moldeabilidad. En estado líquido tiene relación con el tipo de fundición que se emplee (molde-vaciado, presa fundida, etc.). En estado sólido está relacionada con procesos de deformación plástica del material (trefilado, laminado, etc.). En estado granular, está ligada a la presión y a la temperatura que se apliquen a los granos o polvo del material.
Deformación plástica de los metales dúctiles
 La descripción de un material plástico requiere tanto de variables que describan la deformación total, como variables internas
La descripción de un material plástico requiere tanto de variables que describan la deformación total, como variables internas
Trabajo en frío y en caliente.
Trabajo en caliente
 Por trabajo (o labrado) en caliente se entienden aquellos procesos como laminado o rolado en caliente, forja, extrusión en caliente y prensado en caliente, en los cuales el metal se caldea en el grado suficiente para que alcance una condición plástica y fácil de trabajar. El laminado en caliente se usa por lo general para obtener una barra de material con forma y dimensiones particulares.
Por trabajo (o labrado) en caliente se entienden aquellos procesos como laminado o rolado en caliente, forja, extrusión en caliente y prensado en caliente, en los cuales el metal se caldea en el grado suficiente para que alcance una condición plástica y fácil de trabajar. El laminado en caliente se usa por lo general para obtener una barra de material con forma y dimensiones particulares. Trabajo en frío
Trabajo en fríoEl conformado en frío es empleado a nivel mundial para fabricar los productos más diversos. Clavos, tornillos, bulones, tubos de cobre, botellas de aluminio, cord metálico para neumáticos etc. También la mayoría de los objetos metálicos de uso doméstico se producen mediante este método: mangos, bisagras, elementos de unión, listones y utensilios de cocina.
Ecuaciones de Plasticidad
la ecuación anterior y en las siguientes se usa el convenio de sumacion de einstein sobre índices repetidos, y donde además:
La diferencia básica entre los diversos modelos de plasticidad es la superficie de fluencia y por tanto la manera en que se computan las deformaciones plásticas, además de las posibles variaciones en la componente visco plástica. De hecho, un modelo de plasticidad además de la ecuación.
proceso dorado

proceso de embutido
es un proceso tecnológico de conformado plástico que consiste en la obtención de piezas huecas con forma de recipiente a partir de chapas metálicas. Este proceso permite obtener piezas de formas muy diversas y es una técnica de gran aplicación en todos los campos de la industria.


proceso de laminado
 Se conoce como laminación o laminado (a veces también se denomina rolado) al proceso industrial por medio del cual se reduce el espesor de una lámina de metal o de materiales semejantes con la aplicación de presión mediante el uso de distintos procesos, como la laminación de anillos o el laminado de perfiles. Por tanto, este proceso se aplica sobre materiales con un buen nivel de maleabilidad. La máquina que realiza este proceso se le conoce como laminador.
Se conoce como laminación o laminado (a veces también se denomina rolado) al proceso industrial por medio del cual se reduce el espesor de una lámina de metal o de materiales semejantes con la aplicación de presión mediante el uso de distintos procesos, como la laminación de anillos o el laminado de perfiles. Por tanto, este proceso se aplica sobre materiales con un buen nivel de maleabilidad. La máquina que realiza este proceso se le conoce como laminador.
proceso de forjado
es un proceso utilizado para crear objetos con sección transversal definida y fija. El material se empuja o se extrae a través de un troquel de una sección transversal deseada. Las dos ventajas principales de este proceso por encima de procesos manufacturados son la habilidad para crear secciones transversales muy complejas con materiales que son quebradizos, porque el material solamente encuentra fuerzas de compresión y de cizallamiento. También las piezas finales se forman con una terminación superficial excelente
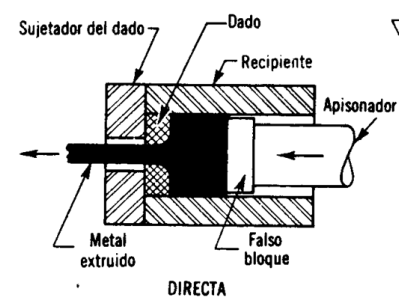
extrusión directa
La extrusión directa, también conocida como extrusión delantera, es el proceso más común de extrusión. Éste trabaja colocando la barra en un recipiente fuertemente reforzado. La barra es empujada a través del troquel por el tornillo o carnero. Hay un dummy block reusable entre el tornillo y la barra para mantenerlos separados. La mayor desventaja de este proceso es la fuerza requerida en la extrusión de la barra, es mayor que la necesitada en la extrusión indirecta porque la fuerza de fricción introducida por la necesidad de la barra de recorrer completamente el contenedor. Por eso la mayor fuerza requerida es al comienzo del proceso y decrece según la barra se va agotando. Al final de la barra la fuerza aumenta grandemente porque la barra es delgada y el material debe fluir no radialmente para salir del troquel.
extrusión indirecta
En la extrusión indirecta, también conocida como extrusión retardada, la barra y el contenedor se mueven juntos mientras el troquel está estacionario. El troquel es sostenido en el lugar por un soporte el cual debe ser tan largo como el contenedor. La longitud máxima de la extrusión está dada por la fuerza de la columna del soporte. Al moverse la barra con el contenedor, la fricción es eliminada.

proceso de cizallado
es la separación sin arranque de viruta de láminas y perfiles. Los cortes se pueden elaborar en forma lineal o curva en cualquier longitud.
